

















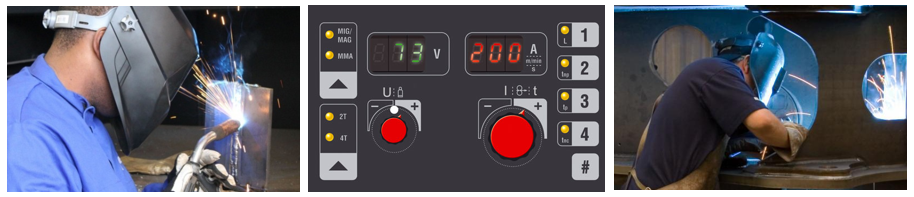
Полуавтоматическая сварка MIG/MAG считается самым производительным методом сварки. Для осуществления сварочных работ таким способом применяется специальная техника – сварочные полуавтоматы.

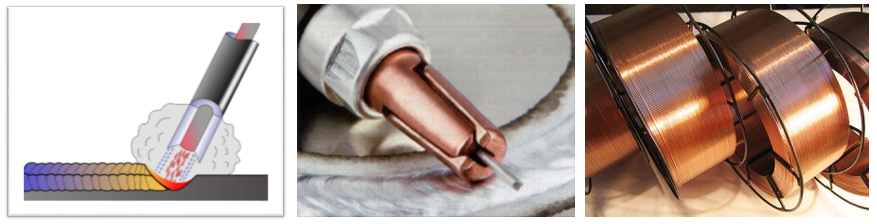
Сварочный полуавтомат – это электромеханическое устройство для сварки металлов и металлических сплавов в газовой среде плавящимся электродом, функцию которого в данном случае выполняет специальная проволока. Электродная проволока может быть разного диаметра, она идеально откалибрована и покрыта медью для лучшего скольжения и электрического контакта. Сам процесс сварки с таким аппаратом осуществляется вручную. А электродная проволока подается к месту сварки (к сварочной ванне) автоматически. Именно поэтому такой метод сварки называется полуавтоматическим.
Для равномерной размотки при подаче сварочная проволока намотана на специальную катушку. Скорость ее подачи устанавливается оператором-сварщиком. Газ, подаваемый в зону сварки, защищает шов от воздействия кислорода.
MIG/MAG – типы защитной газовой среды
Полуавтоматическая сварка может осуществляться в среде инертных или активных газов. Именно это и обозначают аббревиатуры MIG/MAG.
- MIG (MetalInertGas) – сварка в среде инертных газов. Чаще всего это смесь аргона и углекислого газа в соотношении 80% на 20% соответственно. При использовании такой газовой смеси достигается оптимальный процесс сварки и максимально высокое качество шва без необходимости дополнительной обработки. Содержание углекислого газа может быть увеличено при работе с толстостенными конструкциями на высоких токах.
- MAG (MetalActiveGas) – сварка в среде активных газов. Обычно это углекислый газ, который является самым «экономичным». При работе в режиме MAG шов получается не таким идеальным и чистым, как при сварке в среде инертного газа. Соединение требует дополнительной обработки и зачистки. Тем не менее, по причине экономичности, сварка MAG достаточно популярна и востребована. Особенно при работах с низкоуглеродистыми сталями.

Преимущества
- Методом полуавтоматической сварки можно сваривать практически все металлы и сплавы. За счет автоматической подачи электродной проволоки достигается высокая производительность рабочего процесса. Шов при полуавтоматической сварке получается безупречным – ровным, точным, чистым, не требующим завершающей обработки.
- Полуавтоматическая сварка позволяет выполнять короткие швы во всех пространственных положениях и осуществлять соединения на весу без дополнительных прокладок, предотвращающих вытекание металла. Именно такой метод считается наиболее подходящим для сваривания тонких металлов.
- Полуавтоматическая сварка безопасна и экономична. Во время работы не выделяются вредные токсичные вещества. А себестоимость работ (включая расходные материалы) в общем получается на порядок ниже по сравнению с другими популярными способами.
- Аппараты полуавтоматической сварки MIG/MAG активно применяются во всех сферах промышленности, в строительстве, монтаже металлоконструкций. Особенной востребованностью такой тип сварки пользуется в сфере автомобилестроения и авторемонта, в частности, при проведении кузовных работ. А в последнее время сварочные полуавтоматы бытового класса все чаще появляются в домашних мастерских и хозяйствах, в частных гаражах.

Вы решили купить сварочный полуавтомат и хотите перед покупкой узнать как можно больше информации об этом виде сварочной техники? Greenloft.ru подготовил ответы на основные вопросы, которые могут возникнуть в процессе выбора.
Назначение и класс сварочного полуавтомата
Пожалуй, первое с чего нужно начать, это с выбора сварочного оборудования по назначению. Сварочные полуавтоматы по назначению делятся на профессиональные, полупрофессиональные и бытовые. Отличает технику разных классов разный уровень мощности, показатели сварочного тока и процент ПВ (продолжительность включения).
Для продолжительных и интенсивных работ в промышленных условиях, на загруженных предприятиях, строительных площадках потребуется аппарат высокой мощности, c широким диапазоном сварочного тока (с верхним значением от 200 А и выше) и достаточным ПВ (не менее 60%). Если же сварка – это просто ваше «хобби», и вы планируете использовать аппарат время от времени для выполнения недлительных «любительских» работ, вам подойдут более дешевые и простые полуавтоматы бытового класса. Для несложных работ со стандартными материалами будет вполне достаточно сварочного тока до 200 А и продолжительности включения 30-60%.
Трансформатор или инвертор?
В зависимости от технологии, которая используется в производстве аппарата и на которой основан его принцип работы, сварочные полуавтоматы делятся на трансформаторные и инверторные установки. Сварочные аппараты трансформаторного типа сегодня мало востребованы. И не только потому, что они массивные и габаритные. Они во многом уступают современным инверторным аппаратам в функциональности и простоте использования. Инверторные полуавтоматы намного компактнее и легче. Большинство полезных функций, которые очень ценят сварщики, могут быть применены только в аппаратах инверторного типа – например, функции «горячего старта», «антиприлипания», форсажа дуги.

Сеть питания
Все сварочные полуавтоматы бытового назначение и большинство полупрофессиональных аппаратов питаются от однофазной сети 220 В, что дает возможность работать с техникой на всех объектах, где есть обычные бытовые розетки.
Профессиональные сварочные аппараты невысокой мощности могут также быть однофазными. Но индустриальные аппараты с высокой потребляемой мощностью, как правило, подключаются к промышленной трехфазной сети 380 В.
Большинство современных инверторных полуавтоматов адаптированы для работы со «слаботочными» сетями и способны выдавать стабильные параметры тока даже при сильных перепадах напряжения в сети ± 10-30%.
Параметры сварочного тока
Одна из важнейших характеристик сварочного полуавтомата – номинальный сварочный ток. Чем шире диапазон сварочного тока, тем большее количество разнообразных операций вы сможете производить. Чем выше верхнее значение тока, тем толще может быть свариваемый металл и больше диаметр электродной проволоки.
Зная примерную толщину металла, с которым вам придется работать, можно определить необходимые характеристики сварочного тока полуавтомата. Для сварки металлов до 5 мм толщиной будет достаточно показателей верхнего значения 150-200 А. Сварка конструкций и деталей толщиной более 5 мм потребует более высоких показателей сварочного тока — от 250 А и выше.
Рекомендуется при выборе закладывать некоторый запас по току – до 50 А. Это даст возможность не перегружать аппарат, работая постоянно на предельном токе. А также позволит качественно работать при сниженном напряжении в сети, при подключении аппарата через удлинитель — в этих случаях часто заявленный ток не соответствует фактическому.
Продолжительность включения
Один рабочий цикл любого сварочного аппарата по стандарту составляет 10 минут. Продолжительность включения устройства (ПВ) обозначает период времени в рамках рабочего цикла, в течение которого аппарат можно использовать в режиме сварки. Обозначается ПВ в процентах.
Если в технической документации указана ПВ 60%, это значит, что из 10 минут цикла производить сварочные работы вы можете в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать». Указывается ПВ, как правило, с учетом работы на максимальном токе и при температуре окружающей среды до +40 градусов. На меньших токах, соответственно, продолжительность включения без риска перегрева будет больше.
Механизм подачи проволоки
Механизм автоматической подачи проволоки может быть встроен в аппарат или представлять собой отдельную конструкцию. Бытовые сварочные полуавтоматы, предназначенные для сваривания небольших деталей, обычно оснащаются встроенным механизмом подачи проволоки. Профессиональные модели, предназначенные для работы с крупногабаритными конструкциями, часто имеют отдельный механизм подачи, который подключается к самому автомату посредством кабель-пакета от 5 до 30 м.
Сам механизм подачи проволоки может быть двухроликовым или четырехроликовым. Двухроликовыми устройствами оснащаются полуавтоматы бытового класса. В моделях профи-класса обычно устанавливается четырехроликовый механизм, который отличается повышенным ресурсом, обеспечивает равномерную и качественную подачу.
Независимо от того, сколько роликов в механизме, они должны быть достаточного диаметра для надежного контакта с проволокой (от 30 см и больше). Хорошо, если ролики будут стандартного типа – в случае необходимости их можно будет легко заменить.

Опции и дополнительные удобства
- Регулировка сварочного тока. Регулировка сварочного тока может быть ступенчатой или плавной. Здесь каждый мастер имеет собственные предпочтения. Но более удобной считается плавная регулировка. Особенно, если во время работы сварщику приходится выполнять разнообразные операции и часто менять режим сварки.
- Полезные функции. Почти все современные инверторные полуавтоматы оснащены комплексом полезных функций, которые повышают качество сварного соединения и упрощают рабочий процесс. Функция Hot Start (горячий старт) обеспечивает мгновенный поджиг дуги и дает возможность быстро приступить к работе. Функция Antistick снижает сварочный ток в случае контакта электрода с металлом, предотвращая его приваривание. Функция Arc Force позволяет оптимизировать процесс, улучшает горение дуги. Эти функции одинаково ценят и начинающие сварщики, и профессионалы высокой квалификации.
- Системы защиты. Сварочный аппарат должен быть оснащен эффективными и надежными системами защиты от тепловых перегрузок. Система термозащиты автоматически отключает подачу тока при достижении критической температуры силовых элементов аппарата. После нормализации температуры вы можете снова приступить к работе.
- Режимы сварки. В предложении производителей можно найти универсальные модели полуавтоматов, в которых кроме сварки проволокой предусмотрена возможность работы в режиме ММА и TIG (ручная дуговая сварка и аргонодуговая сварка). Безусловно, такие аппараты очень удобны в применении, благодаря своей многофункциональности.





