

















Аргонодуговая (аргонная сварка) – профессиональный вид сварки, достаточно популярный среди специалистов высокой квалификации. Несмотря на то, что такой метод по сравнению с ручной дуговой сваркой ММА более сложен и требует от оператора определенных навыков, в некоторых сферах профессиональной деятельности он является лучшей альтернативой.
Например, для работы с цветными металлами и легированной сталью аргонодуговая сварка – едва ли не самый оптимальный вариант. С помощью аргонной сварки можно выполнять сложные, «ювелирные» сварочные работы. Причем даже с особенно тонкими металлами. Шов получается плотным, герметичным и надежным, без деформаций и коробления поверхности. В процессе сварки образуется минимальное количество шлака, а значит, отсутствуют вкрапления шлака в зоне шва. Соединения не требуют дополнительной завершающей обработки.
Принцип аргонодуговой сварки
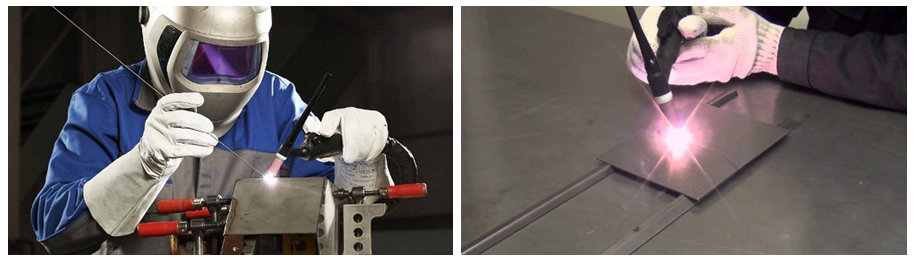
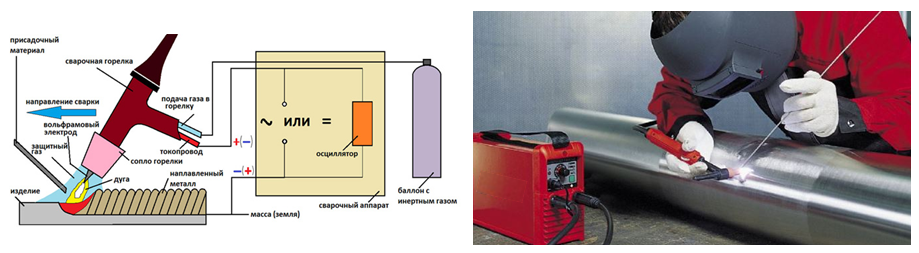
При аргонодуговой сварке процесс сваривания происходит в защитной среде инертного газа – аргона. Для работы используются неплавящиеся электроды из вольфрама. Этот материал способен выдерживать температуры более 3000 градусов. Собственно, сокращение TIG именно это и означает — Tungsten Inert Gas (сварка вольфрамом в среде инертных газов).
Газ аргон используется в процессе сварки для защиты сварного шва. Он защищает соединение от воздействий азота и кислорода. Аргон не вступает в химические реакции с расплавленными металлами и другими газами. Одна из главных особенностей аргона — атомный вес почти в два раза превышающий вес воздуха. Таким образом, аргон вытесняет воздух и другие газы из сварочного желоба, предотвращая окисление и азотирование. Высокое давление, под которым аргон подается в горелку, повышает качество сварного шва.
Аргонодуговая сварка активно применяется в автомобилестроении и авторемонте, в химической, авиационной, ядерной промышленности. Везде, где прочность и качество шва имеют особую важность. Аргонная сварка дает возможность работать и с совсем мелкими деталями, и с крупногабаритными металлоконструкциями. В режиме TIG можно «варить» практически любые металлы: медь, алюминий, чугун, все виды стали и пр.
Виды и особенности сварочных аппаратов TIG
Как и все другие сварочные аппараты, установки для аргонодуговой сварки делятся на трансформаторы и инверторы. Громоздкие и сложные в использовании трансформаторные аппараты сегодня практически не применяются. На смену тяжелым трансформаторам пришли легкие, компактные и высокоэффективные сварочные инверторы TIG. Созданные на базе современных инверторных технологий, такие аппараты обладают высокими техническими характеристиками при легком весе, компактных размерах, простой эксплуатации и экономном потреблении электроэнергии.
Аргонная сварка может происходить ручным способом или автоматическим. При ручной аргонодуговой сварке (РАД) горелкой и присадочным прутком оперирует непосредственно сварщик. При автоматической аргонодуговой сварке (ААД) оператор не принимает участия в управлении горелкой и присадочной проволокой. Ручной способ обеспечивает более качественный и аккуратный шов, но занимает больше времени. Автоматическим способом сварка происходит быстрее, но качество коротких и сложных швов заметно страдает.

Режимы AC/DC
Сварочные аппараты для аргонодуговой сварки могут работать в различных токовых режимах – AC, DC или AC/DC.
- АС – сварка на переменном токе. Только в таком режиме производят сварку алюминия и сплавов на его основе.
- DC – сварка на постоянном токе. Оптимальный вариант для работы со сталью.
- AC/DC – сварка на переменном и постоянном токе. Универсальный вариант оборудования, который дает возможность работать в обоих режимах. Поскольку такие модели существенно расширяют рабочие возможности мастера, цена на аппарат TIG AC/DC всегда выше, чем на его однорежимные аналоги.

Параметры выборы сварочного инвертора TIG
- Показатели сварочного тока. Один из главнейших параметров при выборе сварочного оборудования. От ширины диапазона рабочего тока будет зависеть толщина металла, с которым вы сможете работать в режиме аргонодуговой сварки. Для соединения металлических заготовок толщиной до 6 мм будет достаточно инвертора с максимальным значением тока 200 А. Для работы с металлами большей толщины потребуются и большие показатели сварочного тока – 250-500 А, в зависимости от толщины детали.
- Продолжительность включения. Параметр, особенно важный для профессионального применения. ПВ обозначается в процентах и означает промежуток времени в рамках рабочего цикла аппарата, в течение которого можно работать беспрерывно непосредственно в режиме сварки. Рабочий цикл сварочного аппарата составляет 10 минут. ПВ на уровне 70% будет означать, что из 10 минут «варить» инвертором можно в течение 7 минут, 3 минуты должны быть выделены на «отдых» и остывание аппарата. Для полупрофессиональных и бытовых сварочных работ достаточными считаются показатели ПВ до 60%. Для длительной и интенсивной эксплуатации на предприятиях, в цехах, мастерских, на стройках потребует аппарат с ПВ от 70% и выше.
- Сеть питания. В зависимости от модели и назначения сварочные инверторы TIG могут работать от однофазной или трехфазной сети. Бытовые и полупрофессиональные аппараты, как правило, работают от бытовой сети 220 В. Индустриальные профессиональные установки для аргонодуговой сварки, которые отличаются высокими мощностными и токовыми характеристиками, обычно предполагают подключение к трехфазной промышленной сети 380 В. Обратите внимание на диапазон допустимых колебаний напряжения в сети питания. Он может быть ± 10-30%. Более широкий диапазон даст возможность работать и получать качественный результат на объектах с нестабильными сетями с существенными «просадками».
Дополнительные функции и удобные настройки
Большинство современных сварочных инверторов TIG оснащаются целым комплексом полезных высокотехнологичных функций и автоматических настроек для повышения качества сварного шва и максимального комфорта во время работы:
- PULSE. Импульсный режим сварочной дуги. Очень удобен для сварки тонких металлов до 1, 5 мм.
- Поджиг HF. Бесконтактный поджиг дуги происходит за счет высокочастотного импульса, без контакта электрода и рабочей поверхности. Облегчает и ускоряет начало работы.
- POST GAS. Режим настройки времени обдува после отключения дуги. Обеспечивает дополнительную защиту сварочного шва.
- DOWN SLOP. Возможность плавного снижения сварочного тока во избежание дефектов сварки в момент обрыва дуги.
- Настройки памяти. Некоторые высокотехнологичные инверторы TIG оснащаются устройством памяти. Это дает возможность сохранять настройки оптимальных режимов для разных видов работ и включать их через электронное меню в случае необходимости.





